

නවීකරණය කරන ලද ප්ලාස්ටික් අංශු වල නිෂ්පාදන ක්රියාවලියට ප්රධාන වශයෙන්: මිශ්ර කිරීමේ ක්රියාවලිය, නිස්සාරණ ක්රියාවලිය, ඇසුරුම්කරණය.
 මිශ්ර කිරීම.
මිශ්ර කිරීම.
1. මිශ්ර කිරීමේ පරීක්ෂණ හයක්: බිල්පත්, ලැබීම, ලැබීම, පිරිසිදු කිරීම, බෙදීම, පැද්දීම, මිශ්ර කිරීම.
2. මැෂින් පිරිසිදු කිරීම: එය A, B, C සහ D ශ්රේණිවලට බෙදා ඇති අතර, එයින් ඉහළම (සිනිඳු මතුපිට) ය.
3. ද්රව්ය හුවමාරු: මෙහෙයුමේ අදාළ අමුද්රව්ය වැරදි නොවන බවට සහතික වන්න.
4. මිශ්ර කිරීම: සාමාන්ය මිශ්ර කිරීමේ අනුපිළිවෙල: අංශු කුඩු, ටෙනර්.
. පෝෂණය කිරීම.
පරිගණක පාලනය තුළින්, බර වෙනස් කිරීම අනුව හිස් කිරීම පාලනය කරනු ලැබේ.
වාසි:
1. ද්රව්යමය අනුපාතයේ නිරවද්යතාවය සහතික කිරීම.
2. ද්රව්ය ප්රමාණ කිරීම අඩු කිරීම.
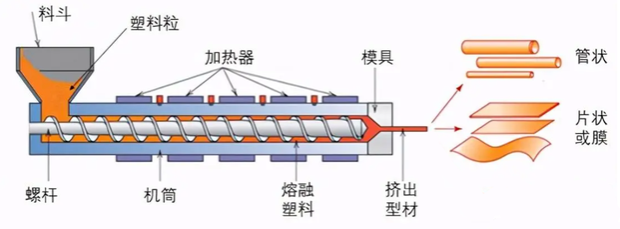 . ප්ලාස්ටික්කරණය, නිස්සාරණය, ඇඳීම ඉස්කුරුප්පු කරන්න.
. ප්ලාස්ටික්කරණය, නිස්සාරණය, ඇඳීම ඉස්කුරුප්පු කරන්න.
. ජල සිසිලනය (ගිලෙන්න).
කැරැල්ලෙන් නෙරපා හරින ලද ප්ලාස්ටික් තීරුව සිසිල් කර සිසිල් කරන්න.
. වායු වියළීම (ජල පොම්ප, වායු පිහිය).
ප්ලාස්ටික් තීරුවෙන් තෙතමනය ඉවත් කර එය වියළන්න.
. කැටිති.
සාමාන්යයෙන්, කපන ලද අංශුවල ප්රමාණය 3mm * 3mm pvc ද්රව්යමය ප්රමිතිය: GB / T8815-2002 වේ.
. Sifting (කම්පන තිරය).
කපන අංශු පෙරහන් කර අංශු ප්රමාණය පාලනය කරන්න.
. වැඩිපුර සම්මුතිය (චුම්බක පෙරණය).
යකඩ අපද්රව්ය සහිත අංශු උරා බොන්න.
. ස්ථානීය පරීක්ෂාව.
අංශුවල වර්ණය ප්රමිතියට අනුකූලද සහ එය ඒකාබද්ධ වී ඇත්ද යන්න ප්රධාන වශයෙන් පෙනුන පාලනයයි.
. මිශ්ර කිරීම (ද්විත්ව කේතු රොටරි මික්සර්).
නවීකරණය කරන ලද ප්ලාස්ටික් අංශු වල වර්ණය හා ක්රියාකාරිත්වය ඒකාකාරී බව සහතික කරන්න.
. ඇසුරුම් (සියලුම ඉලෙක්ට්රොනික ප්රමාණාත්මක ඇසුරුම් මැෂින්).
. ගබ storageා
තැපැල් කාලය: 23-12-22